In the manufacturing of precision metal parts, die casting has become the preferred process for numerous industries due to the following advantages:
Higher Efficiency, Suitable for Mass Production
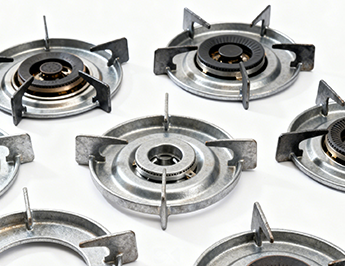
The production cycle of a single part is only a few seconds to several minutes (e.g., 3 seconds per zinc alloy small part). A production line can achieve a daily output of over 10,000 pieces, far exceeding sand casting (several hours per part) and machining (long processing time per part).
High degree of automation: It can be equipped with automatic feeding, part picking, and inspection equipment to reduce manual intervention and minimize production errors.
Higher Precision, Reducing Subsequent Processing
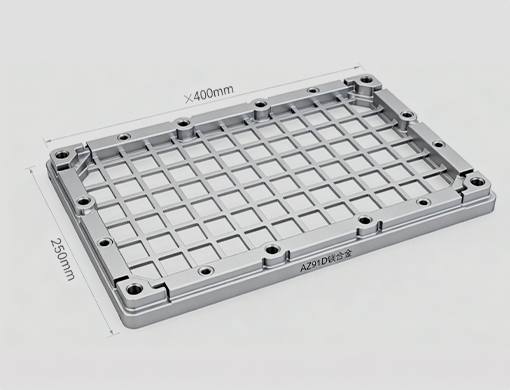
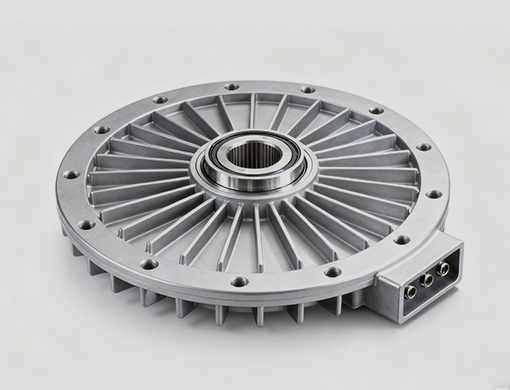
Dimensional tolerance can reach ±0.05-0.1mm, and surface roughness is Ra 1.6-6.3μm. Most parts can be directly assembled without secondary machining.
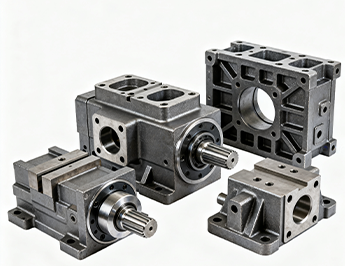
Capable of forming complex structures: Such as thin walls (minimum 1mm), small holes (minimum φ1mm), threads, and reinforcing ribs. Multiple parts can be integrated into a single die-cast part, reducing assembly procedures.
Lower Cost, Obvious Cost-Effectiveness Advantage
High material utilization rate: Scrap and waste parts can be recycled and remelted (recovery rate ≥95%), reducing material waste.
Low labor cost: Automated production reduces labor demand. The larger the batch, the lower the unit cost (slightly higher cost for small batches, and significant advantages for large batches).
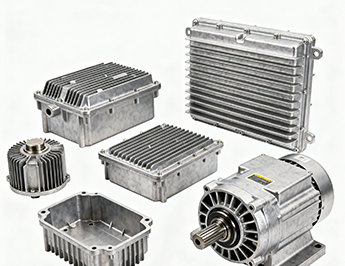
Wide Material Adaptability, Meeting Diverse Needs
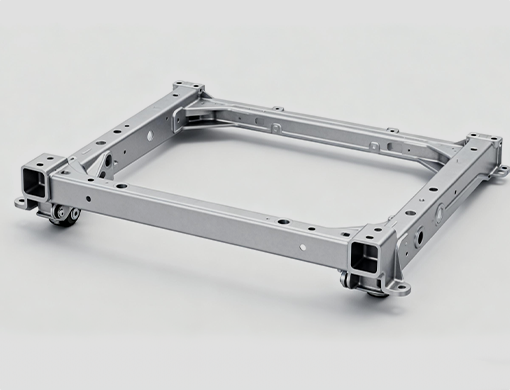
Can process various non-ferrous metals such as aluminum alloy, zinc alloy, magnesium alloy, and copper alloy. The properties of different materials adapt to the needs of different industries (e.g., magnesium alloy for lightweight, zinc alloy for low cost).
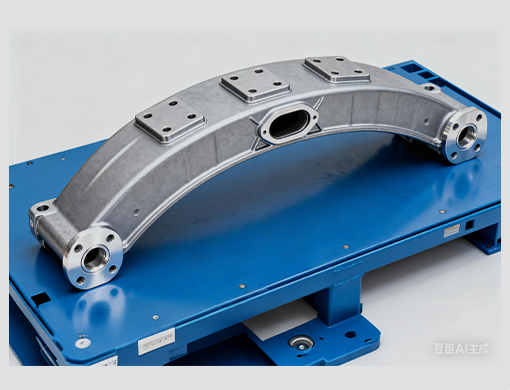
Stable part performance: The die casting process is controllable, and the mechanical properties (e.g., strength, hardness) of finished products are uniform with small quality fluctuations.
Good Environmental Friendliness, Conforming to Green Production
Compared with sand casting, no sand mold waste is generated, reducing environmental pollution.
Furnaces use natural gas or electric heating, with lower energy consumption than traditional casting processes. Waste heat recovery can be realized in some links.





















 LEAVE MESSAGE
LEAVE MESSAGE